 English
English 

向上浮动去毛刺刀柄



FLOAT UP DEBURRING
HOLDER
向上浮动去毛刺刀柄
轴向向上浮动去毛刺刀柄 结构紧凑,装配方便,切削精度高,使用稳定性更佳,维护方便。能够对不规则表面或轮廓进行自适应的切削去毛刺,提高效率,减少企业成本,同时该刀柄可以在加工中心、自动车床、机器人等设备上使用。
通过刀具内部的浮动机构,使刀具切削刃对工件被加工边缘不断的加压贴着工件,可以达到刀具按照工件形状仿形去毛刺的目的。
轴向向上浮动去毛刺刀柄在 Z 轴方向有 10mm 的浮动范围,用来去除高度变化的轮廓毛刺,或者是孔口曲面毛刺。
|

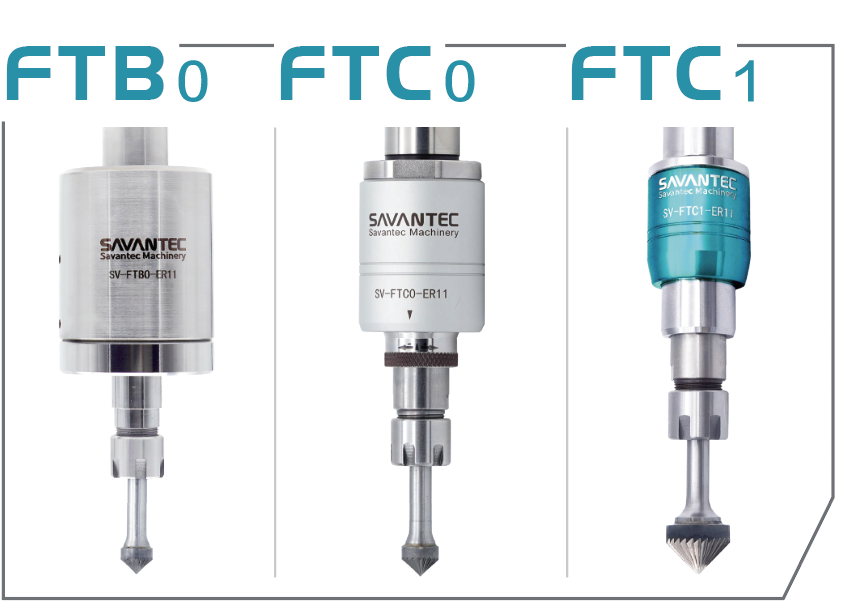
规格表SpecificationTable | |||||
型号 | 转速 | 进给 | 浮动力调节方式 | 重量 | 切削方向 |
SV-FTB0-ER11 | 6000~10000r/min | 3000~6000mm/min | 内部 | 0.9kg | 刀柄(即机床主轴)顺时针旋 转,加工过程围绕工件顺铣 6.22 6.22
|
SV-FTC0-ER11 | 3000~5000r/min | 1800~3000mm/min | 外部 | 0.33kg | |
SV-FTC1-ER11 | 3000~5000r/min | 1800~3000mm/min | 内部 | 0.2kg | |
通过 ER11 的夹头,可以夹持切削头柄部直径从Φ0.5mm~Φ7mm。 该刀柄主要承受轴向压力,如果施加过大的径向载荷,会极大的损坏刀具,增加刀具运行故障,大幅度降低刀具使用寿命。 | |||||
对刀方式 | 调节方式 |
使用时调整刀具位置,使去毛刺刀具切削刃(偏移量以刀具直径的 1/4 为初始设定)接近工件去毛刺轮廓,然后 Z 轴再向下 1~2mm(预压入量),之后刀具就可以在 Z 轴方向上自动补偿,从而达到去除工件不规则轮廓的毛刺。 | SV-FTC0 轴向浮动去毛刺刀柄调整浮动力大小为外部调节,可以根据调节手柄上的双向箭头指示调节。 |
轴向浮动去毛刺刀柄对刀 示意图
|
|


工件仿形追踪
WORKPIECE PROFILING TRACKING
与刚性倒角刀的比较 | |
因工件存在铸造误差或者安装误差,使用刚性倒角刀具,容易出现倒角大小不一致或者有的部位倒角偏大而有的部位无倒角。
使用浮动去毛刺倒角刀柄后,通过刀具内部的浮动机构,使刀具切削刃对工件被加工边缘不断的加压贴着工件,可以达到刀具按照工件形状仿形去毛刺的目的。 |
仿形追踪示意图
|
| |


可加工工件情况 | |||
|
|
|
|
圆柱体交叉孔(外) | 圆柱体交叉孔(内) 太小可能不行 | 高低差形状 | 铸件轮廓 |




|
轴向追踪 追踪范围 - 最大 10mm | 横向追踪 追踪范围 -刀刃半径 |
 |
|
| 追踪面与接触面之间的关系 | 轴向浮动-横向浮动示意图 |
 |

这里为您展示我公司提供的去毛刺工具,浮动铰刀柄,滚压头,金刚石滚压刀的详细信息,同时展示我司代理的产品:TOOLFLO、EMUGE、HEULE等品牌
去毛刺工具包含:整体式去毛刺倒角刀、舍弃式去毛刺倒角刀、HEULE去毛刺倒角刀、HSD去毛刺倒角刀、AKS去毛刺倒角刀柄。通过以上工具,我们能给客户提供完善的机械加工去毛刺解决方案。
浮动铰刀柄:我们通常又叫浮动铰刀刀柄或者铰刀浮动刀柄,用来弥补机床的重新定位误差,提高铰刀加工效果,增加铰刀寿命。
滚压刀:又常称为滚压头,有内孔滚压头,外圆滚压头,端面滚压头,以及其他非标滚压头。
金刚石滚压刀:从滚压头系统内分出来的独立的一支,有可以用来加工外圆的金刚石滚压刀,用来加工内孔的金刚石滚压刀,同时金刚石滚压刀还可以端面,通过机床程序控制,可以和车刀一样实现各种形状的滚压,一把金刚石滚压刀可以涵盖大部分的加工面。综合使用成本低。




