 English
English 
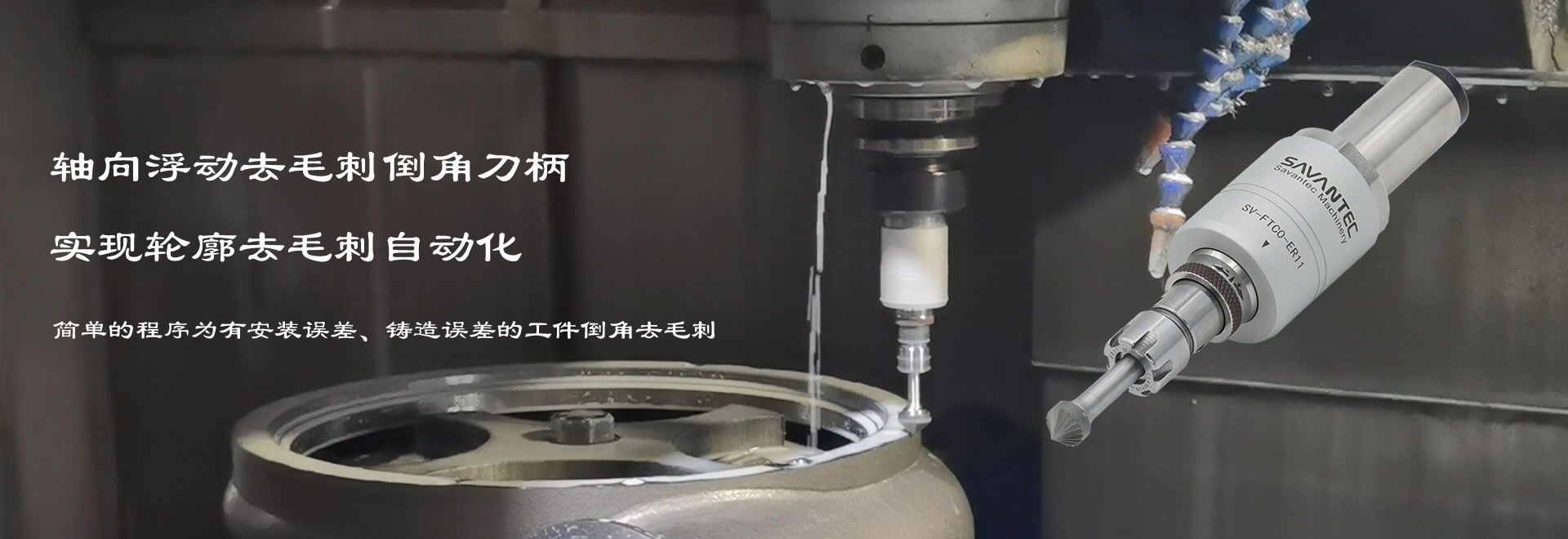






FTC0 轴向浮动去毛刺倒角刀柄结构紧凑,装配方便,切削精度高,使用稳定性更佳,维护方便。能够对不规则表面或轮廓进行自适应的切削去毛刺,提高效率,减少企业成本,同时该刀柄可以在加工中心、自动车床、机器人等设备上使用。
通过刀具内部的浮动机构,使刀具切削刃对工件被加工边缘不断的加压贴着工件,可以达到刀具按照工件形状仿形去毛刺的目的。
FTC0 轴向浮动去毛刺倒角刀柄在Z轴方向有10mm的浮动范围,用来去除高度变化的轮廓毛刺,或者是孔口曲面毛刺。
对刀方式:使用时调整刀具Z轴位置,使去毛刺刀具刀尖接近工件表面最低点,然后刀尖再向下1~2mm(预压入量),之后刀具就可以在Z轴方向上自动补偿,从而达到去除不规则高度面的毛刺。


FTC0 轴向浮动去毛刺倒角刀柄调整浮动力大小为外部调节,可以根据调节手柄上的双向箭头指示调节。固定外壳,轴向向下拉动调节手柄,同时按调节手柄上的双向箭头的“+”“-”方向旋转调节手柄至合适浮动力后,在外壳有“ ”处,则可松开调节手柄,以此操作来调整轴向浮动力。调节手柄向“+”方向旋转为浮动力增加,向“-”方向旋转为浮动力减小。浮动力调节操作更简单、方便、直观。
加工参数及注意事项:
通过ER11的夹头,可以夹持切削头柄部直径从φ0.5mm~φ7mm
该刀柄拥有Z轴向上浮动最大10mm的浮动范围
切削方向:刀具顺时针旋转,加工过程围绕工件顺铣。
主轴转速:1000~5000r/min,建议起始主轴转速2000r/min
进给量:500~3000mm/min,建议起始进给量1000mm/min
该刀柄主要承受轴向压力,如果施加过大的径向载荷,会极大的损坏刀具,增加刀具运行故障,大幅度的降低刀具使用寿命。
各种加工参数与毛刺去除量的关系变化:
主轴转速 | 对刀点下压力 | 进给量 | 毛刺去除量 |
上升 | 不变 | 不变 | 增加 |
降低 | 不变 | 不变 | 减少 |
不变 | 不变 | 减小 | 增加 |
不变 | 不变 | 增加 | 减少 |
不变 | 增加 | 不变 | 增加 |
不变 | 减少 | 不变 | 减少 |
主轴转速的变化与毛刺去除量成正比(对刀点下压力和进给量不变的前提下)。
对刀点下压力的变化与毛刺去除量成正比(主轴转速和进给量不变的前提下)。
进给量的变化与毛刺去除量成反比(主轴转速和对刀点下压力不变的前提下)。
对刀点下压力可以通过该刀柄的外部调节手柄来调节。

我们是AKS浮动去毛刺倒角刀柄中国区总代理,为您提供浮动去毛刺解决方案和服务!
为了更好的为您服务,麻烦您提供浮动倒角去毛刺的工件照片(指明倒角区域)及图纸,我们会根据我们长时间的加工经验为您做出合适的刀具选择!




