 English
English 



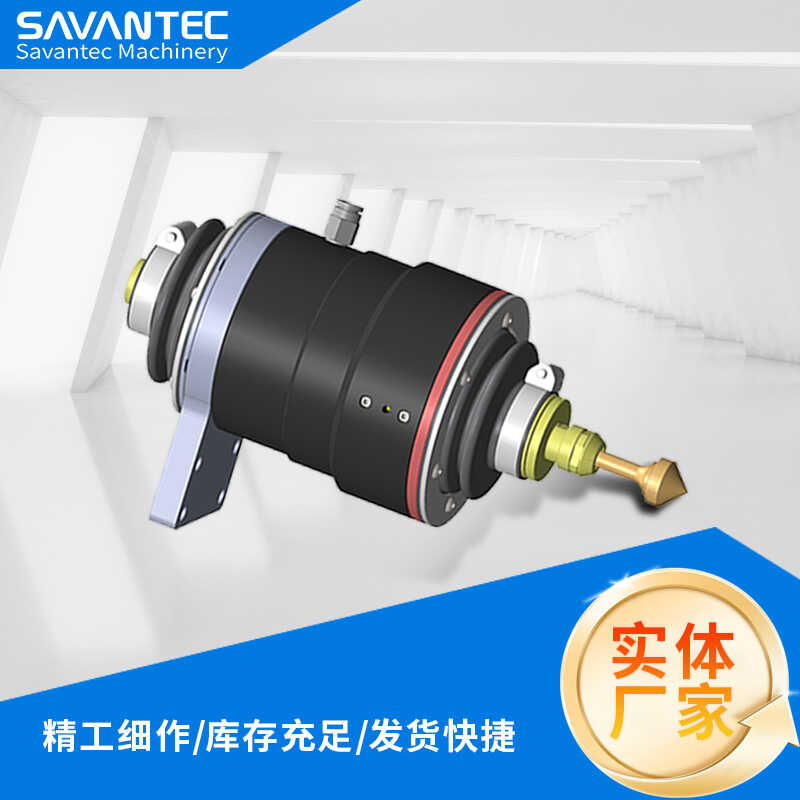

机器人用浮动去毛刺刀柄
EFTAB0
机器人用浮动去毛刺刀柄
Robot with floating deburring handle
SV-EFTAB0 是一款解决零件边缘各种毛刺、合模线和飞边,它能在工件的实际轮廓和程序间自动补偿,按工件实际轮廓进行仿形去毛刺。可以自动清除钢、铝、铜和其他材料边缘的毛刺。它可以通过轴向向上移动5 mm和横向偏摆5°角度来补偿工件实际轮廓偏差。 |
|

侧向压力 | |
刀具施加于工件边缘的压力可以通过气压的改变来进行调节,刀具的转速则通过相配的控制器来调节。此刀柄利用法兰或快换工具可以安装在工业机器人上使用。 |
棕色为初始位置 |

加工参数 使用ER-11的夹头,刀头柄部夹持范围可以从0.5mm-7mm | |
最高转速Maximum speed | 60000r/min |
最大扭矩 Maximum torque | 0.09 NM |
功率 power | 350W |
极限角度 Limiting Angle | 横向偏摆5° |
最大浮动量 Maximum float | 轴向向上浮动5mm |
浮动力 Buoyancy force | 20N~90N |
标准版使用ER-11筒夹夹持 硬质合金旋转锉去毛刺,可以夹持切削头柄部直径从Φ0.5mm~Φ7mm,轻松适用各种工件材料。 刀柄主体重量:1.85kg | |
EFTAB0
使用注意事项
使用该刀柄时,先要供给空气用于冷却电主轴。 请确保该气源清洁和干燥。灰尘、湿气和其他污染物进入控制器和电主轴会损坏内部部件
|
|
控制器上必须设定检测供给气压的气压检测信号。所提供空气的气压必须在 0.25~0.3MPa范围之内。切勿提供过大的气压。否则可能会造成控制器内部的空气检测传感器发生破损。 | 安装、维修、首次使用或在长时间不使用后,需重新启动马达主轴时,切勿将转速急速提高至高转速,应先按下表进行试运转,确认马达主轴旋转时没有振动或异响之后方可使用。试运转前先开启主轴空气冷却(0.25~0.3 MPa范围之内),然后开启提供浮动力的气源(此气压需要客户测试得出,但不小于0.1 MPa),最后开启控制器启动按钮启动电主轴。 |
如果在控制器内连接的软管内混入水或油时,可能会导致控制器的故障。 |
|
请小心地将冷却液直接喷到刀具上。请勿直接喷在主轴本体上。大量冷却液直接喷洒在主轴上可能导致马达旋转过载,丧失电主轴耐久性。切勿在没有空气吹扫的情况下直接将冷却液喷洒在主轴主体上。 | 其余控制器操作使用及注意事项,请参照控制器厂家提供控制器使用说明。 |
|
|


控制器使用说明 Specification size chart |
| ||||
|---|---|---|---|---|---|
步骤 | 1 | 2 | 3 | 4 | 5 |
转速 (r/min) | 15000 | 30000 | 40000 | 50000 | 60000 |
旋转时间 (min) | 15 | 10 | 10 | 10 | 10 |
注意事项 | 无异常声音 | 主轴外形的温度上升在20℃以下。超过20℃时,应停止运转20分钟以上。重新气动时还是超过20℃时,请检查安装方法有无问题。 | 主轴外形的温度 上升在20℃以下 时没有问题 | ||
这里为您展示我公司提供的去毛刺工具,浮动铰刀柄,滚压头,金刚石滚压刀的详细信息,同时展示我司代理的产品:TOOLFLO、EMUGE、HEULE等品牌
去毛刺工具包含:整体式去毛刺倒角刀、舍弃式去毛刺倒角刀、HEULE去毛刺倒角刀、HSD去毛刺倒角刀、AKS去毛刺倒角刀柄。通过以上工具,我们能给客户提供完善的机械加工去毛刺解决方案。
浮动铰刀柄:我们通常又叫浮动铰刀刀柄或者铰刀浮动刀柄,用来弥补机床的重新定位误差,提高铰刀加工效果,增加铰刀寿命。
滚压刀:又常称为滚压头,有内孔滚压头,外圆滚压头,端面滚压头,以及其他非标滚压头。
金刚石滚压刀:从滚压头系统内分出来的独立的一支,有可以用来加工外圆的金刚石滚压刀,用来加工内孔的金刚石滚压刀,同时金刚石滚压刀还可以端面,通过机床程序控制,可以和车刀一样实现各种形状的滚压,一把金刚石滚压刀可以涵盖大部分的加工面。综合使用成本低。




